Spindle Nose Standards A2 6
Spindle Bore
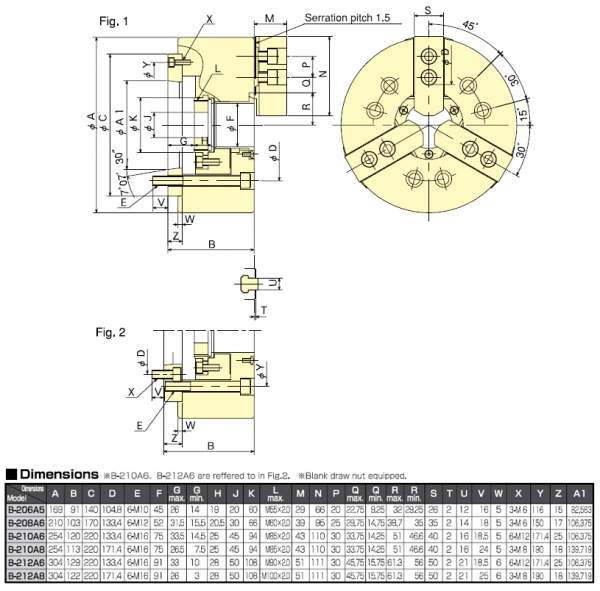
Kitagawa B 208a6 Open Centre Power Chuck Kitagawa
Bison 5c Collet Chuck 5in Threaded Spindle Nose Penn Tool Co Inc
Review the diagrams below to determine your spindle nose type.

Spindle nose standards a2 6. Spindle nose size a b c 0025 d outer bolt circle f1 holes on inner bolt circle f2 e2 inner bolt circle f1 g f2 b1 5 1334 82575 14288 222 11x119 1048 8x 716 14 unc 619 6 1651 106390 15875 254 11x135 1334 8x 12 13. American standard spindle nose data source. It also came with a large face plate that appears to have been made by south bend with a 225 land and 5 threads to the inch. Camlock pins are made with a d shape cutout on its body.
Your a2 8 will go up to 3 stockbore if you get the right spindle nose and collet pad system. Select the spindle nose size for your chuck or adapter plate. 872010 71251 pm. American standard bulletin asa b59 1960 a 2 a 3 a 4 a 1 a 1 a 2 a 4 a 19 707 12 a 3 3 taper per ft.
I suspect this one is for a milling machine. A type a american standard a 1 a 2 b 1 b 2 spindle a 1 has tapped holes on both the inner bolt circle and outer bolt circle. Many early horizontal mills had a threaded spindle nose with a non standard coarse thread such as 2 316 6 or 2 516 5. Lathe spindle nose identification chart.
Spindle nose size no. Analyze the corresponding chart and make the required measurements. Type d camlock. 20 520 412800 206 476 12x 1 8 unc 4636 a2.
If your going to engineer some hairy off balance 2 jaw chuck to hang off a spindle regardless of the spindle nose size youll either have to run it at slow rpms or get a baladyne balancing system.

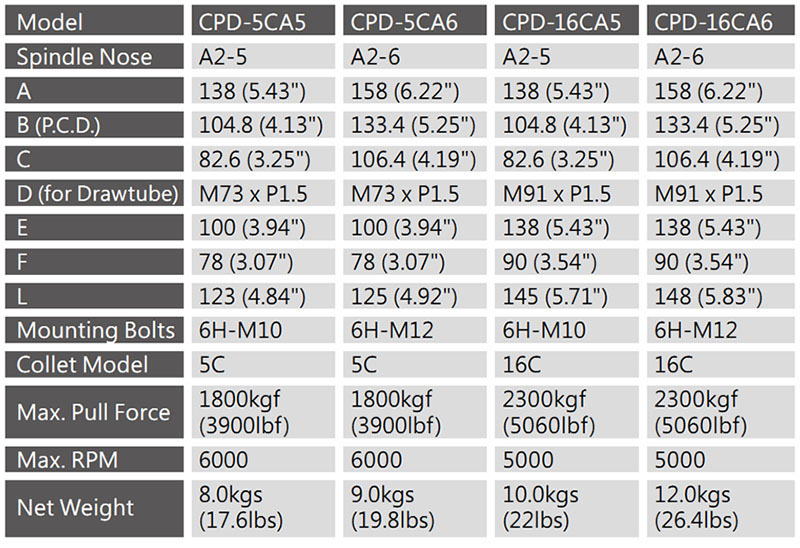
Understanding Cnc Collet Chucks Production Machining
Worldwide Chuck Services Kitagawa Lathe Chuck Adaptors
Https Www Toolmex Com Customer Docs Tmxtools Literature Tmxworkholdingcatalogv5 0 Pdf

Lathe Spindle Nose Mounting Systems

Lathe Spindle Nose Mounting Systems

Ml35 200 Milltronics Manualzz
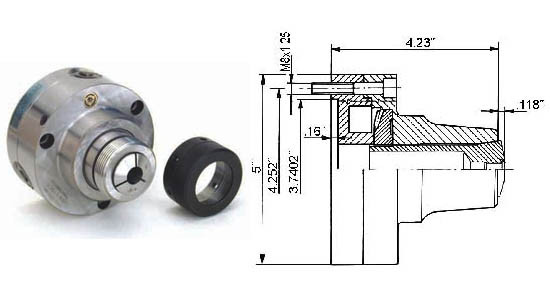
Cpd 16c American Standard Chuck For Cnc Lathe Front Mounted Chuck
Http Www Royalproducts Com Img Category Upload Cnc Collet Chucks Pdf
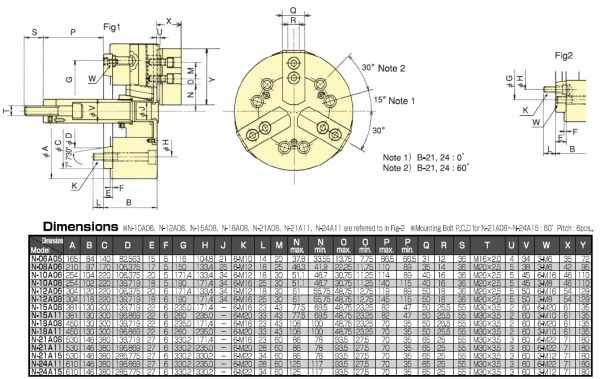
N 10a06 Kitagawa
